 عربي
عربي  English
English русский
русский Español
Español Português
Português عربى
عربى
1. دور وتطبيق آلة حقن البلاستيك
باعتبارها المعدات الأساسية لصناعة معالجة البلاستيك، تلعب آلة حقن البلاستيك PVC دورًا حيويًا في مجال التصنيع الصناعي اليوم. كلوريد البولي فينيل (PVC)، باعتباره مادة ترموبلاستيكية متعددة الاستخدامات وفعالة من حيث التكلفة ومتينة، يستخدم على نطاق واسع في العديد من المجالات مثل البناء والطب والسيارات والسلع الاستهلاكية من خلال عملية القولبة بالحقن.

آلة قولبة الحقن PVC هي معدات قولبة حقن خاصة تستخدم خصيصًا لمعالجة مواد كلوريد البولي فينيل، والتي تحتل مكانة لا يمكن الاستغناء عنها في صناعة معالجة البلاستيك. وفقًا لإحصائيات بيانات الصناعة، فإن حوالي 23% من إنتاج حقن البلاستيك في العالم يتضمن مواد PVC، وخاصة في مجالات أنابيب البناء والمعدات الطبية والأسلاك والكابلات، وتصل نسبة تطبيق آلات حقن PVC إلى أكثر من 60%. وراء هذا التطبيق الواسع تكمن مزايا الأداء الفريدة لمواد PVC نفسها والجمع الفعال بين عملية القولبة بالحقن.
تتمثل الوظيفة الرئيسية لآلة قولبة حقن PVC في تحويل المواد الخام إلى منتجات بلاستيكية ذات حجم دقيق وخصائص وظيفية من خلال ثلاث مراحل رئيسية: التلدين بالتسخين، والحقن بالضغط العالي، وقولبة القوالب. بالمقارنة مع آلات قولبة الحقن العامة، تم تحسين آلات قولبة حقن PVC لخصائص مواد PVC، ويمكنها التغلب بشكل فعال على الصعوبات التقنية في معالجة PVC، مثل ضعف الاستقرار الحراري، ولزوجة الذوبان العالية، والتحلل السهل. في صناعة البناء والتشييد، تتمتع تجهيزات الأنابيب والمفاصل وملحقات الأبواب والنوافذ التي تنتجها آلات قولبة حقن PVC بمقاومة ممتازة للطقس وثبات كيميائي؛ في المجال الطبي، تلبي المنتجات مثل أكياس التسريب والقسطرة المصبوبة بواسطة قولبة حقن PVC متطلبات التوافق الحيوي الصارمة.
من منظور السلسلة الصناعية، تقع آلات حقن البولي فينيل كلوريد في الحلقة الوسطى بين المواد الخام والتطبيقات النهائية، ويؤثر مستواها الفني بشكل مباشر على جودة وتكلفة إنتاج المنتج النهائي. تتكون آلة قولبة حقن PVC المؤهلة عادةً من مكونات رئيسية مثل نظام الحقن ونظام تثبيت القالب والنظام الهيدروليكي ونظام التحكم ونظام التحكم في درجة الحرارة. ويضمن العمل المنسق لهذه الأنظمة أن تتمكن مواد PVC من إكمال عملية التشكيل في ظل الظروف المثالية. مع تحسن متطلبات حماية البيئة ونمو الاحتياجات الطبية، تتطور آلات حقن البولي فينيل كلوريد في اتجاه أكثر دقة وتوفيرًا للطاقة وذكاءً.
تنعكس خصوصية صناعة آلات حقن البولي فينيل كلوريد أيضًا في قدرتها على التكيف مع تركيبات المواد. ينقسم PVC، باعتباره بلاستيكًا يمكن تعديل خصائصه عن طريق المواد المضافة، إلى فئتين: PVC الصلب (RPVC) وPVC المرن (FPVC). يتمتع البولي فينيل كلوريد الصلب بقوة وصلابة عالية ويُستخدم غالبًا في مواد البناء؛ بينما يصبح البولي فينيل كلوريد المرن ناعمًا ومرنًا بسبب إضافة الملدنات، وهو مناسب للمنتجات مثل الأنابيب الطبية. يجب أن تكون آلات قولبة حقن PVC قادرة على التعامل مع هذين النوعين المختلفين بشكل كبير من المواد، الأمر الذي يتطلب أن تتمتع المعدات بنافذة عملية أوسع وقدرات أكثر مرونة لضبط المعلمات. وفي الوقت نفسه، ومع تزايد صرامة اللوائح البيئية، فإن تطبيق المثبتات الخالية من الرصاص والملدنات الجديدة الصديقة للبيئة قد طرح أيضًا متطلبات فنية جديدة لآلات قولبة حقن PVC.
من حيث الفوائد الاقتصادية، توفر آلات حقن البولي فينيل كلوريد للمصنعين حلول إنتاج تنافسية للغاية. بالمقارنة مع معالجة المعادن أو غيرها من عمليات صب البلاستيك، فإن عملية حقن البولي فينيل كلوريد لها مزايا الدورة القصيرة، والاستخدام العالي للمواد، وانخفاض الطلب على العمالة، وهو مناسب بشكل خاص لإنتاج المنتجات القياسية واسعة النطاق. إذا أخذنا تركيبات الأنابيب البلاستيكية في صناعة البناء كمثال، فإن الطاقة الإنتاجية اليومية لآلة قولبة حقن PVC متوسطة الحجم يمكن أن تصل إلى 5000-8000 قطعة، ويمكن التحكم في خطأ وزن المنتج في حدود ±0.5%. من الصعب تحقيق مثل هذه الدقة والكفاءة باستخدام عمليات أخرى. بالإضافة إلى ذلك، تتميز آلات حقن البولي فينيل كلوريد أيضًا بخصائص عمر القالب الطويل (عادةً ما يصل إلى 500000 إلى 1 مليون مرة) واستهلاك الطاقة المنخفض نسبيًا (حوالي 40% توفير في الطاقة مقارنة بصب المعادن)، مما يقلل بشكل أكبر من تكاليف الإنتاج.
مع التطور المستمر لاتجاه "استبدال البلاستيك بالفولاذ"، سيتم تسليط الضوء بشكل أكبر على أهمية آلات حقن البلاستيك. وخاصة في مجال تطبيق السعي إلى تحقيق الوزن الخفيف ومقاومة التآكل والتحكم في التكلفة، فإن منتجات حقن البولي فينيل كلوريد تحل باستمرار محل المواد التقليدية. وباعتبارها المعدات الرئيسية لتحقيق هذا التحول، فإن الابتكار التكنولوجي وتوسيع سوق آلات حقن البولي فينيل كلوريد سيستمر في جذب انتباه الصناعة.
2. مبدأ العمل وتدفق عملية آلات حقن البولي فينيل كلوريد
يعتمد مبدأ عمل آلات حقن البلاستيك PVC على خصائص صب المواد البلاستيكية الحرارية. ومن خلال التحكم الدقيق في المعلمات مثل درجة الحرارة والضغط والسرعة، يتم تحويل المواد الخام PVC إلى منتجات بالشكل المطلوب. تدمج هذه العملية تقنيات متعددة التخصصات مثل الهندسة الميكانيكية وعلوم المواد والتحكم الآلي لتشكيل نظام معالجة معقد ودقيق. يعد فهم مبدأ عمل آلات حقن البولي فينيل كلوريد أمرًا بالغ الأهمية لتحسين عمليات الإنتاج وتحسين جودة المنتج.
تكوين النظام ووظيفته
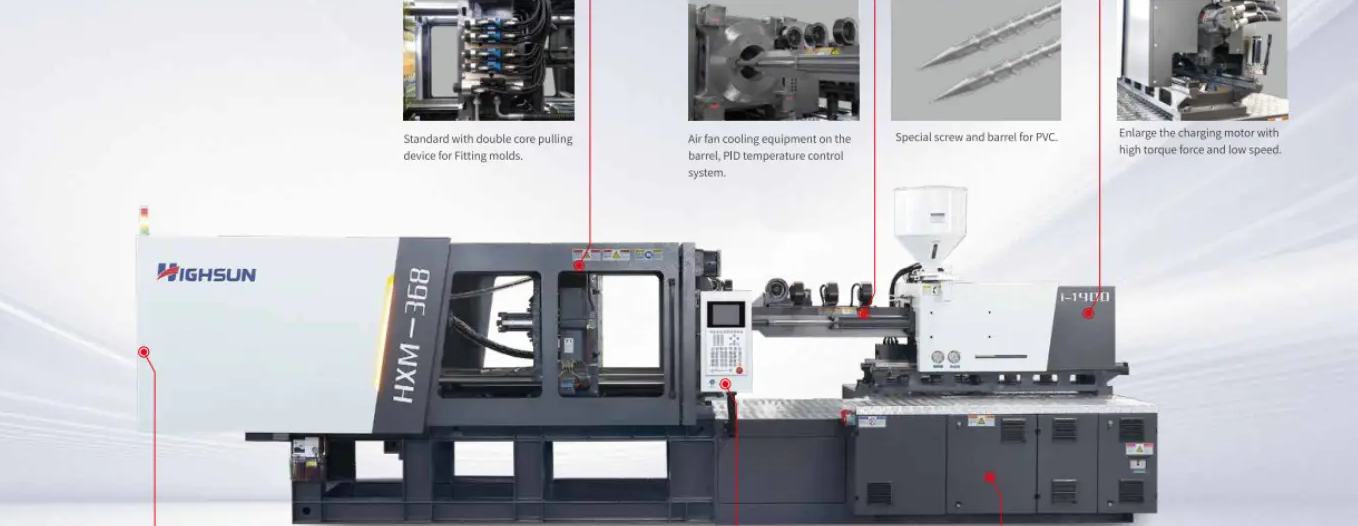
تتكون آلة حقن البلاستيك PVC بشكل أساسي من خمسة أنظمة: نظام الحقن، نظام التثبيت، النظام الهيدروليكي، نظام التحكم ونظام التحكم في درجة الحرارة. نظام الحقن هو المسؤول عن تليين وحقن مواد PVC. إنه الجزء الأساسي من المعدات ويتضمن مكونات رئيسية مثل القادوس والبرميل والمسمار والفوهة. على عكس آلات القولبة بالحقن العامة، فإن برغي آلة القولبة بالحقن المصنوعة من مادة PVC عادةً ما يكون له تصميم خاص، مع نسبة طول إلى قطر صغيرة (L/D) (عادةً ما تكون بين 18:1 و22:1) ونسبة ضغط منخفضة (حوالي 1.8-2.5) لتقليل مدخلات الحرارة القصية لمواد PVC الحساسة للحرارة. يوفر نظام التثبيت قوة فتح وإغلاق القالب وتثبيته لضمان عدم دفع القالب للفتح بواسطة ضغط الذوبان أثناء عملية التشكيل. وتشمل أشكالها الهيكلية نوع التبديل والنوع الهيدروليكي والنوع الكهربائي. يوفر النظام الهيدروليكي الطاقة للآلة بأكملها ويتحكم في حركة كل مشغل؛ نظام التحكم مسؤول عن ضبط المعلمات والتحكم في البرنامج ومراقبة العملية؛ يحافظ نظام التحكم في درجة الحرارة على درجة الحرارة الدقيقة للبرميل والقالب، وهو أمر مهم بشكل خاص للمواد الحساسة للحرارة مثل PVC.
تحليل دورة العمل
تعتبر عملية حقن مادة PVC عملية دورية، وتحتوي كل دورة على سلسلة من الإجراءات المنظمة. وفقًا لمعايير الصناعة، تتضمن دورة العمل الكاملة المراحل التالية: إغلاق القالب → الحقن → الاحتفاظ بالضغط → التبريد → التلدين → فتح القالب → إخراج المنتجات.
في مرحلة إغلاق القالب، يتم إغلاق القالب تحت ضغط مرتفع، ويتم حساب قوة التثبيت بناءً على مساحة بروز المنتج وضغط الحقن، عادةً 30-80 ميجا باسكال. في مرحلة الحقن، يتحرك المسمار للأمام لحقن مادة PVC المنصهرة في الطرف الأمامي للبرميل في تجويف القالب عند ضغط مرتفع (عادة 80-180 ميجا باسكال) وسرعة عالية. تستمر هذه العملية لعدة ثوانٍ، ويمكن التحكم في سرعة الحقن في أقسام للتكيف مع هياكل المنتج المعقدة. يعد الحفاظ على ضغط معين في مرحلة الاحتفاظ بالضغط لتجديد المادة المخفضة بسبب انكماش التبريد أمرًا بالغ الأهمية لدقة الأبعاد وجودة سطح المنتج. تسمح مرحلة التبريد للمنتج بالتصلب في القالب، ويعتمد الوقت على سمك الجدار وكفاءة التبريد. في مرحلة التلدين، يدور المسمار لنقل المادة الجديدة وإذابتها للأمام للتحضير للدورة التالية، ويتراجع إلى الوضع المحدد في نفس الوقت. وأخيرًا، يتم فتح القالب، وتقوم آلية القذف بإخراج المنتج لإكمال الدورة.
الجدول: نطاقات معلمات العملية النموذجية لقولبة حقن PVC
| فئة المعلمة | بولي فينيل كلوريد صلب (RPVC) | بولي فينيل كلوريد ناعم (FPVC) | التأثير الرئيسي |
| درجة حرارة البرميل(℃) | 160-190 | 150-180 | سيولة الذوبان، خطر التحلل الحراري |
| درجة حرارة القالب (℃) | 30-50 | 20-40 | معدل التبريد، لمعان السطح |
| ضغط الحقن (ميجا باسكال) | 80-150 | 70-130 | سلامة ملء القالب، والضغط الداخلي |
| ضغط الإمساك (ميجا باسكال) | 40-80 | 30-60
| الانكماش ودقة الأبعاد |
| سرعة المسمار (دورة في الدقيقة) |
30-70 | 25-60
| جودة التلدين، حرارة القص |
| الضغط الخلفي (ميجا باسكال) | 3-10 | 2-8 | كثافة الذوبان وكفاءة التلدين |
- خصوصيات معالجة PVC
تتميز عملية حقن مادة PVC باختلافات كبيرة في العملية مقارنة بالبلاستيك العام مثل PP وPE، ويرجع ذلك أساسًا إلى خصائص مادة PVC. يتمتع PVC بثبات حراري ضعيف ويتحلل بسهولة ليطلق كلوريد الهيدروجين (HCl) عند درجات حرارة عالية. ولذلك، فإن نافذة درجة حرارة المعالجة ضيقة، وعادة ما يتم التحكم فيها ضمن نطاق 150-190°C، وهي أقل بكثير من درجة حرارة التحلل النظرية (حوالي 210°C). ولمواجهة هذا التحدي، عادةً ما يتم تجهيز آلات قولبة حقن PVC بأنظمة أكثر دقة للتحكم في درجة الحرارة، مع دقة للتحكم في درجة حرارة المنطقة تصل إلى ±1°C، وتصميم لولبي خاص لتقليل تسخين القص. في الوقت نفسه، يتمتع مصهور PVC بلزوجة عالية وخصائص تدفق ضعيفة، مما يتطلب ضغط حقن أعلى (عادةً ما يكون أعلى بنسبة 20-30% من PP) لملء القالب بالكامل. بالإضافة إلى ذلك، قد تشكل المواد المضافة في تركيبات PVC مثل المثبتات ومواد التشحيم رواسب في البرميل، لذلك تتطلب آلات قولبة حقن PVC تنظيفًا وصيانة أكثر تكرارًا.
- مبادئ التلدين والحقن
إن عملية تليين مادة PVC هي عملية معقدة لتحويل الحالة الفيزيائية. بعد دخول جزيئات PVC الصلبة إلى البرميل من القادوس، فإنها تخضع للتحول من الحالة الزجاجية والحالة المرنة العالية إلى حالة التدفق اللزج تحت التسخين والقص. يؤدي دوران المسمار إلى توليد تدفق سحب لنقل المادة إلى الأمام، بينما تعمل عملية القص والتسخين الخارجي على إذابة مادة PVC تدريجيًا. نظرًا لأن PVC مادة قطبية، فإن سلوك ذوبانها يختلف عن سلوك المواد البلاستيكية غير القطبية مثل PE، ويتطلب مدخلات طاقة أعلى. في نهاية عملية التلدين، تتراكم مادة PVC المنصهرة في الطرف الأمامي للبرغي، مما يدفع البرغي إلى الوضع المحدد مرة أخرى. في مرحلة الحقن، يتم تحويل المسمار إلى مكبس، ويتم حقن المصهور في تجويف القالب بسرعة ثابتة أو سرعة مجزأة تحت دفع الأسطوانة الهيدروليكية. يتأثر سلوك تدفق مصهور PVC في تجويف القالب بدرجة حرارة القالب وتصميم المجرى ومعلمات الحقن. يمكن لإعدادات العملية المعقولة تجنب العيوب مثل علامات الرش وخطوط اللحام.
- النقاط الرئيسية للتحكم في العملية
تعتمد عملية حقن مادة PVC الناجحة على التحكم الدقيق في المعلمات الرئيسية. التحكم في درجة الحرارة هو العامل الأساسي. يتم تقسيم البرميل عادة إلى 3-5 مناطق درجة حرارة. يرتفع التدرج في درجة الحرارة من منفذ التغذية إلى الفوهة، لكن درجة الحرارة القصوى لا تتجاوز 190°C لمنع التحلل. تؤثر سرعة الحقن على وضع ملء الذوبان والتوجه الجزيئي. يجب ملء المنتجات ذات الجدران السميكة بسرعة منخفضة لتقليل الضغط المتبقي، بينما تتطلب الأجزاء ذات الجدران الرقيقة حقنًا عالي السرعة لمنع التخثر المبكر. يؤثر ضبط ضغط التثبيت والوقت بشكل مباشر على معدل الانكماش واستقرار أبعاد المنتج، ويجب تحسينه وفقًا لهيكل المنتج وخصائص المواد. يمثل وقت التبريد 60-70% من الدورة بأكملها. إن تحسين تصميم قنوات مياه التبريد يمكن أن يؤدي إلى تحسين كفاءة الإنتاج. تستخدم آلات قولبة الحقن المصنوعة من مادة PVC في الغالب أنظمة التحكم ذات الحلقة المغلقة لمراقبة هذه المعلمات وضبطها في الوقت الفعلي لضمان استقرار العملية وتناسق المنتج.
يجسد مبدأ عمل آلات حقن البلاستيك PVC المزيج المثالي بين التصميم الميكانيكي وعلم المواد. من خلال التحكم الدقيق في العمليات الديناميكية الحرارية والريولوجية، يتم تحويل المواد الخام PVC إلى منتجات بلاستيكية ذات وظائف مختلفة. إن إتقان هذه المبادئ هو الأساس النظري لتحسين عمليات الإنتاج وحل مشاكل الجودة.
3. خصائص المعدات والمزايا التقنية لآلة حقن البولي فينيل كلوريد
باعتبارها نوعًا من معدات معالجة البلاستيك الخاصة، تحتوي آلة قولبة الحقن PVC على سلسلة من التصميمات الفريدة التي تتوافق مع خصائص المواد. تمكنها هذه الميزات من إظهار مزايا تقنية كبيرة عند معالجة مواد PVC. من الهيكل الميكانيكي إلى نظام التحكم، تعكس كل وصلة من وصلات آلة حقن PVC التصميم الدقيق للاحتياجات الخاصة لمعالجة PVC.
- تصميم المسمار الخاص
الميزة الأساسية لآلة قولبة الحقن المصنوعة من مادة PVC هي هيكلها اللولبي الخاص. بالمقارنة مع براغي آلة القولبة بالحقن العادية، تتميز براغي PVC الخاصة بالخصائص التالية: نسبة عرض إلى ارتفاع صغيرة (L/D) (عادة ما تكون بين 18:1 و22:1)، مما يقلل من وقت بقاء المادة؛ نسبة ضغط منخفضة (حوالي 1.8-2.5)، مناسبة لمسحوق PVC أو الجسيمات القابلة للضغط بسهولة؛ أخدود لولبي عميق، مما يقلل من معدل القص وتوليد حرارة الاحتكاك؛ إضافة قسم حاجز أو رأس خلط لتحسين تجانس الذوبان. يحل هذا التصميم بشكل فعال مشكلة ضعف الاستقرار الحراري للـ PVC ويمنع ارتفاع درجة الحرارة وتحلل المواد أثناء التلدين. عادة ما تكون المادة اللولبية مصنوعة من سبائك الفولاذ المزدوجة أو معالجة السطح خصيصًا لتحسين مقاومة التآكل ومقاومة التآكل للتعامل مع غاز حمض الهيدروكلوريك الذي قد يتولد أثناء معالجة PVC. بالإضافة إلى ذلك، فإن نطاق سرعة برغي آلة قولبة الحقن PVC ضيق نسبيًا (عادةً 30-70 دورة في الدقيقة)، ويمكن التحكم فيه بدقة لتجنب القص المفرط الناتج عن السرعة العالية جدًا.
- تحسين نظام التحكم في درجة الحرارة













 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com رقم 36 طريق يونغجيانغ الجنوبي، منطقة بيلون. مدينة نينغبو، 315800، الصين
رقم 36 طريق يونغجيانغ الجنوبي، منطقة بيلون. مدينة نينغبو، 315800، الصين